{kind=link}

日本酒「東光」を醸造する株式会社小嶋総本店(所在地: 山形県米沢市、代表取締役社長: 小嶋健市郎)は2023年2月より、日本酒製造に用いる全ての電力を、自社の酒粕を活用して発電された再生可能エネルギーに移行します。これにより酒粕を活用した単一発電所の電源で酒造りを行う、世界初の日本酒蔵となります。当社はかねてより原料由来の廃棄物を出さない酒造りを行ってまいりましたが、エネルギー利用も循環型のサイクルを確立することで、製造によるCO2排出量を約3分の1まで削減させることに成功しました。当社の近隣地域でも気候変動による災害が発生する中、生産活動を見直し続けることで、持続可能な酒造りに邁進いたします。
- 気候変動による被害が近隣でも発生 気候変動による被害が近隣でも発生
近年、台風や豪雨の規模が大きくなる中で、当社が位置する山形県置賜地方でも8月の豪雨で橋が崩落し2023年1月現在も在来線が部分運休しているなど、気候変動の影響は身近なところで発生しています。
- 酒造業も二酸化炭素を排出する製造業の1つ
日本酒の醸造・貯蔵技術はこれまで大きく進歩してきましたが、発酵温度管理や冷蔵貯蔵を導入したことで、消費電力も増えてきました。伝統産業である酒造りも、気候変動の一因となる二酸化炭素を排出する製造業であることに変わりありません。
- 小嶋総本店が排出するCO2の量
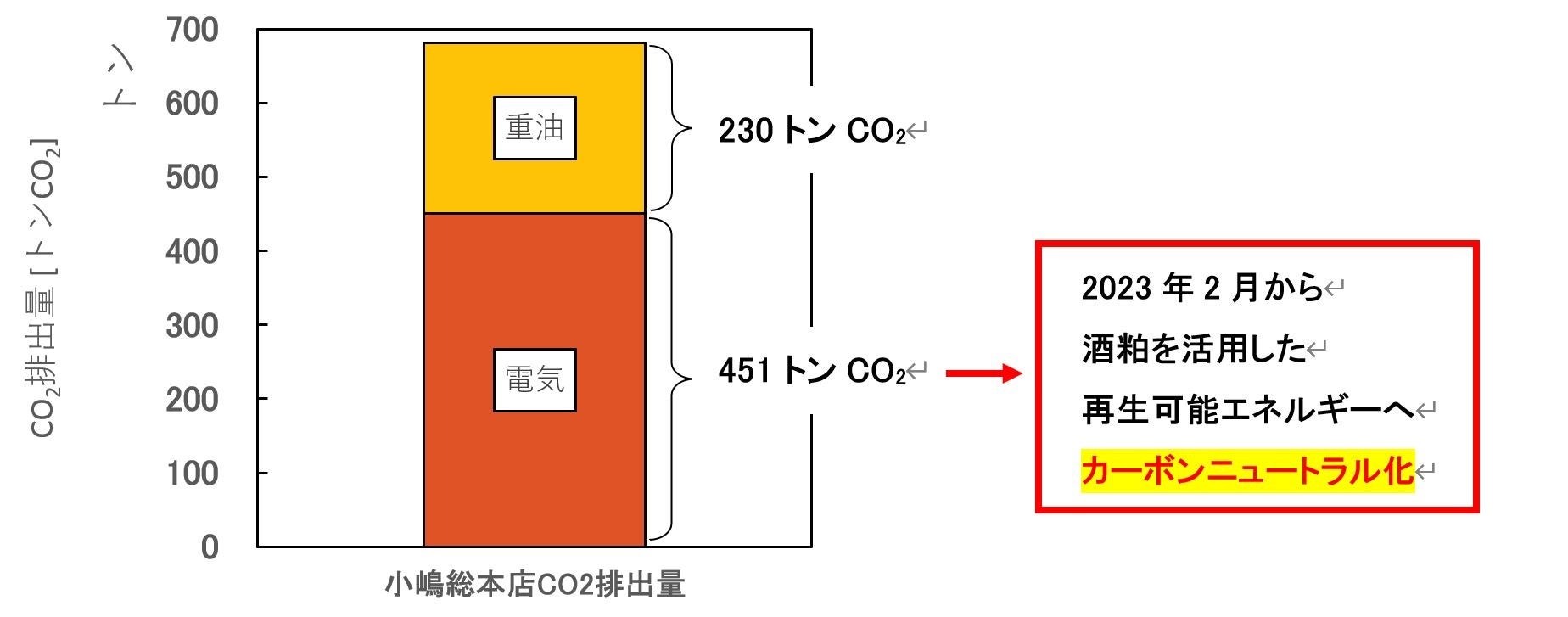
現代の日本酒醸造は、発酵温度管理や冷蔵貯蔵により品質が向上した一方で、生産活動におけるCO2排出量も大きくなってきました。年間約50万本(720ml換算)の純米酒を造る当社は、年間で704,213kWhの電力、約85キロリットルの重油を使用しています。それらを合わせると、従業員一人あたりのCO2排出量は一般家庭の約12倍[1]となります。そのため、品質を維持しながらCO2排出量を抑えた持続可能な酒造りにシフトすることは、大きな課題でした。
[1] 一般家庭(約2人)の年間平均排出量2.91トン CO2で1.5トン CO2/人、小嶋総本店(約40名)の年間排出量633トントン CO2で17トン CO2/人
ソース:令和2年度家庭部門のCO2排出実態統計調査結果の概要(速報値), 環境省
- 酒粕を活用して発電した再生可能電力により、CO2排出量を約3分の1に削減
 図3 小嶋総本店の循環型エネルギーサイクル
図3 小嶋総本店の循環型エネルギーサイクル
この課題を解決すべく、当社は製造に使用する電力を全て、東北おひさま発電株式会社が運営する「ながめやまバイオガス発電所(山形県飯豊町)」の再生可能電力に切り替え、おきたま新電力株式会社を通して購入します。
バイオガス発電とは、牛フンと食品残渣を混合してメタンガス発酵させる発電方法です。ながめやまバイオガス発電所は、発電原料の1つとして当社の酒粕(焼酎粕)を使用しており、肉牛の牛フンを活用したバイオガス発電所として日本一の発電量を誇ります。また、24時間一定の発電量を維持するベースロード電源であるため、単一発電所の電力で酒造りの全電力を得ることができます。この切り替えにより、当社は製造によるCO2排出量を約3分の1に削減(66.1%削減)するとともに、酒粕を活用した単一発電所の電源のみで酒造りを行う、世界初の日本酒蔵となります。
- これまでの酒粕活用方法と、バイオガス発電の循環型エネルギー
当社は、従来も原料由来の廃棄物を出さない酒造りを行ってまいりました。これまでは日本酒醸造から出る酒粕から焼酎を蒸留し、残った焼酎粕を果樹園等の発酵肥料として活用いただいていました。しかし、発酵肥料は臭気による周辺の住環境への影響や、熊を誘引してまう事などへの懸念もあり、活用できる環境が限られていました。今後は酒粕(焼酎粕)をバイオガス発電に活用することで、より安定的で、循環型のエネルギーサイクルが確立されます。
- 関係者コメント
 図4 小嶋・後藤社長_株式会社小嶋総本店正面
図4 小嶋・後藤社長_株式会社小嶋総本店正面
写真 東北おひさま発電株式会社 代表取締役 後藤 博信様(右)
株式会社小嶋総本店 代表取締役社長 小嶋健市郎(左)
<東北おひさま発電株式会社/おきたま新電力株式会社 代表取締役 後藤博信 様より>
東北おひさま発電と、小売事業者であるおきたま新電力は、置賜地方の再生可能エネルギーの地産地消を進め、自然と共生する脱炭素社会を目指します。酒粕を活用したエネルギーのアップサイクルを実現される小嶋総本店様と共に、新しい未来社会に進んで参ります。
<株式会社小嶋総本店 代表取締役社長 小嶋健市郎より>
これまでも廃棄物ゼロの酒造りを続ける中で、焼酎を取り終わった焼酎粕の活用には頭を悩ませてきました。東北おひさま発電様、おきたま新電力様との協働を通して循環型の再生可能エネルギーで酒造りできるようになることは、複数の課題を一挙に解決する大きな前進です。
将来的には製造場の完全なカーボンゼロを目指し、ボイラーも見直しの可能性を模索したいと考えます。
- 関係会社詳細情報
株式会社 小嶋総本店 について
小嶋総本店は安土桃山時代(慶長2年・西暦1597年)に創業した、日本に現存する中で13番目に古い酒蔵です。上杉家御用酒屋でもあり、日本酒「東光」「洌」等を醸造しています。
醸造アルコール等の添加物を用いず、純米酒のみを醸造する全量純米蔵です。社是に「自然との共生」を謳い、原料由来の廃棄物を一切出さない廃棄物ゼロの酒造りを行っています。
東北おひさま発電 株式会社 について
「自立した地域」と「子どもの未来」を創ることを目指す、地域エネルギー発電所です。バイオガス発電所、太陽光発電所、小水力発電所を運営し、エネルギーの地産地消を目指します。
website:https://tohoku-ohisama.co.jp/
おきたま新電力 株式会社 について
おきたま地域内の再生エネルギーによる地産地消のまちづくりで、将来的に、経済効果を住民に還元することを目的としています。2023年11月に小売電気事業を開始し、自治体、民間団体、地域企業を顧客として置賜三市五町を対象エリアに営業しております。
website: https://okitama-e.com/
- 会社概要
商号 : 株式会社 小嶋総本店
銘柄 :東光、洌、小嶋屋
代表者 : 代表取締役社長 小嶋 健市郎
所在地 : 〒992-0037 山形県米沢市本町2-2-3
創業 : 安土桃山時代 慶長2年(西暦1597年)
事業内容 : 日本酒、リキュールの製造及び販売
URL : https://www.sake-toko.co.jp/